冷镦的加工方法是利用金属材料塑性变形的原理,在常温下,将冷态的金属线材装入冷镦机的模具型腔内,在一定外力和速度作用下,迫使金属线材产生塑性流动,通过阳模与阴模之间的间隙或阴模出口,镦挤出空心、半空心,或镦粗、缩径和切边,从而获得所需形状及尺寸。冷镦的实质就是金属塑性变形。

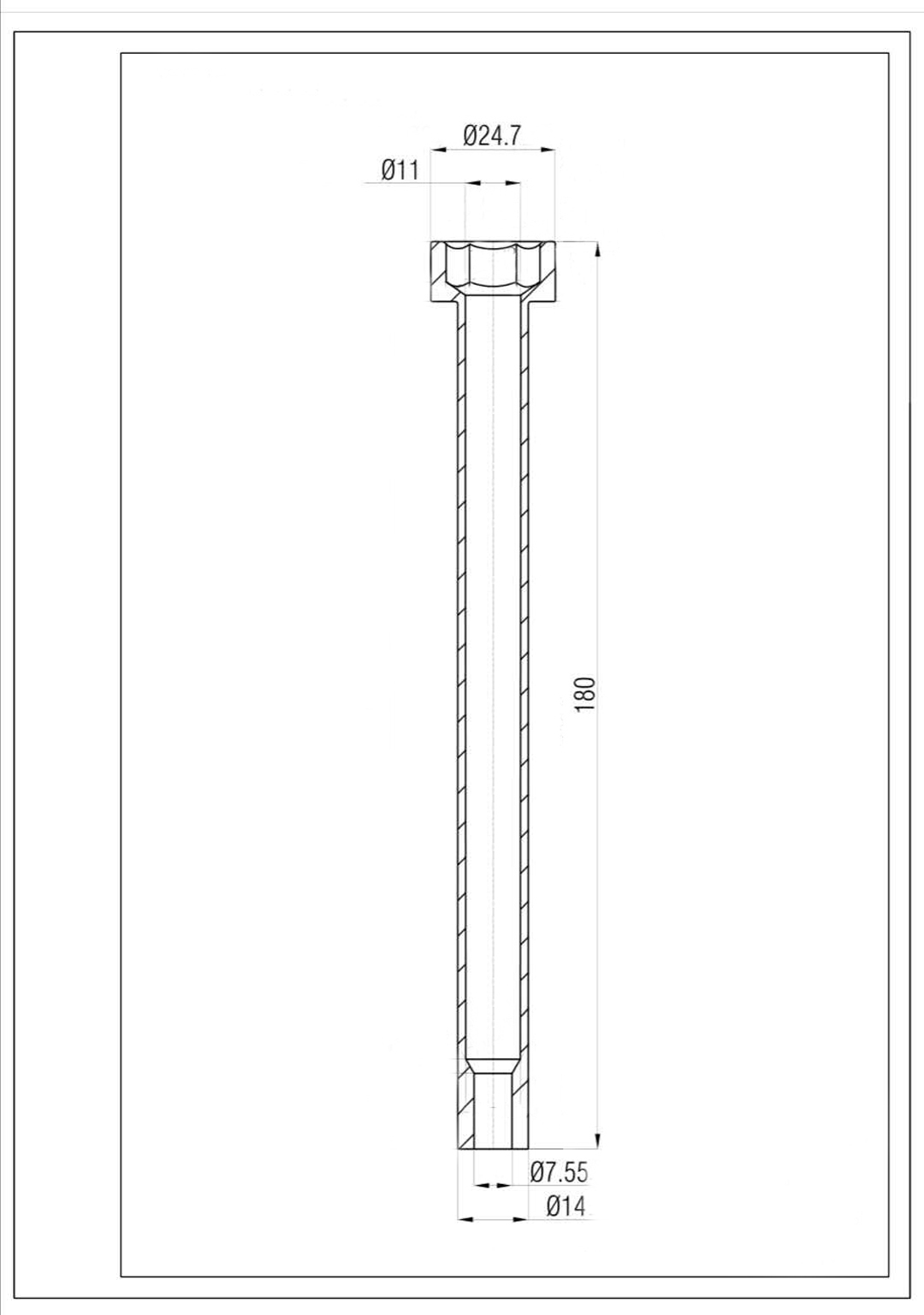
在塑性变形过程中难度最大的就是空心长零件,这也是在冷镦行业中众所周知的难点。在上世纪90年代,受限于冷镦设备、线材及热处理条件,长径比(杆长与内孔直径的比值)只能达到3-5倍。然而随着工业的不断发展,目前已经达到了8-11倍,这已是全体冷镦人普遍认为的一个瓶颈。而九游会J9智能为了突破这个瓶颈,在设备结构以及模具设计上不断进行工艺改进,已成功试制出长径比达16倍的空心长零件,将来还有望达到约20倍,相当于目前大众水平的整整一倍之多。